Specialised Topic: CISDI Clever Carbon Technology
DateŻ║2023/2/22 Source: CISDI
CISDI Clever Carbon Technology
provides solutions to evaluate, improve and control our carbon emissions
• 1.8 - 3 tonnes of CO2 are emitted for every 1 tonne of steel produced.
• The steel industry generates between 7% and 9% of the direct emissions from the global use of fossil fuel.
(sourced from Worldsteel organization)
How a partnership with CISDI will identify the steps to a practical cost-effective solution?
LetĪ»s be clever about carbon.
The impact of the iron and steel industry on our climate has never been more sharply in focus. Governments around the world have set targets to reach net zero in the next decades. For many plants, achieving such targets will bring about the most fundamental change in our steelmaking process since the introduction of the Bessemer process in 1856.
The first steps - Understanding where we are
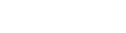
The CISDI systematic whole plant diagnosis provides the first step in becoming carbon neutral by providing a Clever Carbon Roadmap to bring low-carbon improvements in terms of efficiency, energy use and waste recovery/re-use. The clever carbon roadmap is unique to each plant - it is driven by each plantĪ»s location, existing equipment, logistics, market demands and energy and resource availability.
The carbon footprint of a plant can only be fully understood by evaluating the plant as a whole. On a conventional integrated steel plant, the up-to 85% of the direct CO2 emissions are from the hot steel making processes at the coke ovens, sinter plant, blast furnace and BOF facilities, but these processes can also generate more than 90% of the electrical power for the plant and provide gases for downstream heating processes. Changing steelmaking to a scrap/HBI/DRI fed EAF process could significantly reduce the direct carbon emissions, but dramatically increase the demand for electrical power. It is important to avoid simply moving the carbon from one source to another.
Deciding which way to go
Whichever way you decide, CISDI has the technology to deliver your sustainable future.
CISDIĪ»s H2-rich blowing, C-recycling blast furnace can reduce ironmakingĪ«s fuel ratio and CO2 emissions by 5 to 15 per cent.
An artistĪ»s view of ChinaĪ»s first H2-rich blowing, C-recycling blast furnace at Zongheng Steel in Hebei Province. With a volume of 2,000 cubic metres, it is scheduled to go into operation in 2023
CISDI-SuperARC electric furnace features:
• an innovative, IGBT-based flexible DC power
• cascaded distribution and continuous charging of raw materials
• a power factor larger than 0.95
• an air-cooled bottom anode with feeler pins
• scrap preheating
• dioxin control expertise
• a fume waste heat recovery system
• intelligent production units
• an advanced automation control system.
The worldĪ»s first SuperARC electric furnace is under construction at Xianfu Steel in ChinaĪ»s Yunnan Province and is expected to operate in 2023.

CISDI-AutoARC electric furnace in operation at Dugang in ChinaĪ»s Sichuan Province
CISDIĪ»s Direct Charge furnace by-pass
After the steelmaking process, CISDIĪ»s Direct Charge furnace by-pass link will remove the requirement for reheating billets before charging to the mill, while still retaining the flexibility of using cold billets.
The advances in low carbon technology donĪ»t stop at the steelmaking plant; to bring about a fully-sustainable plant every aspect of energy generation, iron flow, environmental protection and waste recovery must be considered.
Harnessing renewable energy ©C Energy is key to Low Carbon steel
CISDIĪ»s renewable energy section provides renewable energy solutions dedicated to the difficult iron and steel making process. Combining solar, wind and now hydrogen technologies can bring the optimum carbon benefits. CISDI provides energy recovery systems and solar and wind farms for steel companies world-wide and provides control systems to optimise the power source used at any moment in time, according to the environment conditions and steel plant demand prioritising on efficiency/low carbon emissions. Only by controlling the plant as a whole can this be achieved.

Baosteel ZhanjiangĪ»s photovoltaic power generation plant in ChinaĪ»s Guangdong Province. 2025 will see an accumulated power generation capacity of 11.86441x108 kWh, featuring an average annual output of 47.458x106 kWh, and achieve an accumulated carbon reduction of 31,157.1 tonnes.
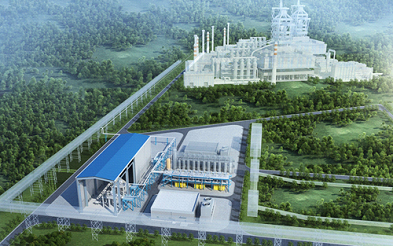
Protecting the environment
CISDI is a champion of the enclosed, intelligent stockyard. Its eco-friendly, smart stockyard won eight Chinese outstanding patent awards and has been granted eight overseas patents.
The global stockyards - with a total of around 1.1 billion tonnes of raw material receiving capacity - were designed and built by CISDI over the past decade and account for a 70%-plus market share.
Remarkable performance data:
• 90 per cent reduction in dust emissions
• Over 85 per cent reduction in material losses
• Land savings of around 60 per cent
• $1.5-5.7 savings on operation costs per tonne of hot metal
• Stabilised production in severe weather conditions, such as extreme wind, rain, freezing temperatures and lightning
• Compact, smooth process flows and intelligent operations.
BaosteelĪ»s green stockyard rebuild, the worldĪ»s largest of its kind

CISDIĪ»s ECIA-C stockyard at Zenith Nantong Steel, the largest of its kind in the world
Zero Waste Discharge
CISDIĪ»s rotary hearth furnace fully recovers all iron-bearing solid wastes from a steel plant. The core product has treated with over 80 per cent of Chinese ferrous metallurgical dusts and sludges.

Baosteel ZhanjiangĪ»s solid waste treatment centre, a world-first for a Greenfield steel plant

ChinaĪ»s largest solid waste treatment centre in operation at Zenith Nantong Steel - built and operated by CISDI
CISDI ICCT ©C Monitoring and Control
Utilising Big Data technology, CISDI replaces a steel plantĪ»s conventional isolated islands of control (e.g. for the raw material yard, ironmaking, steelmaking, casting, rolling etc) with one plant control room.
By integrating all operators in a single area, great improvements in efficiency and operation are found. The big data system allows a complete understanding of the plant operation - from raw material yard to finished coil. It monitors and controls Fe flow, energy consumption, and carbon emissions.

Yongfeng LingangĪ»s Greenfield intelligent steel plant is based on the unified industrial internet platform